
Can YouFreezeDry Huno
Introducción (resumen)
Ante la creciente demanda de ingredientes naturales y mínimamente procesados que conserven sus propiedades, BOTH llevó a cabo un experimento con miel liofilizada en nuestra plataforma de liofilización al vacío. Controlando la relación sólidos/agua, las temperaturas de la bandeja y del producto, y el vacío de la cámara, obtuvimos formatos crujientes o en polvo con alta rehidratación, sabor puro y gran estabilidad, con trazabilidad completa en todo el proceso.
Etapa 1 — Pretratamiento y línea base de sólidos/agua (Experiencia)
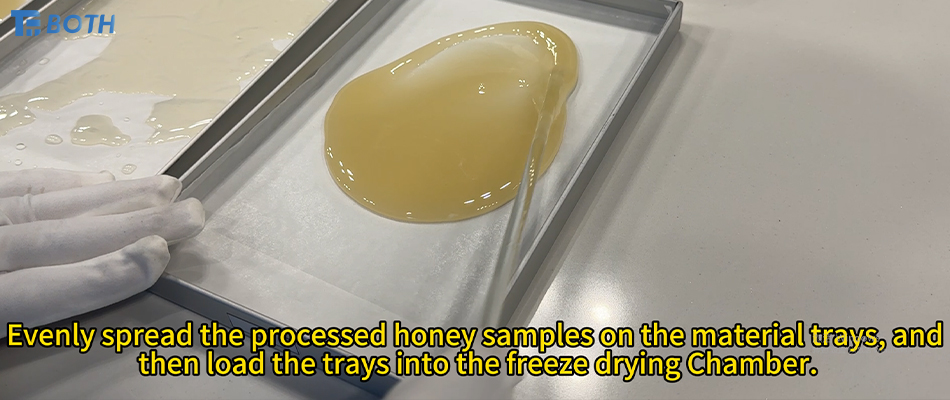
Filtración y clarificación: Elimina partículas/residuos manteniendo intacto el perfil natural de la miel.
Vehículo o diluyente opcional: Para lotes muy viscosos, un pequeño porcentaje de vehículo (por ejemplo, maltodextrina) o una dilución controlada pueden mejorar la transferencia de masa y la porosidad.
Registro de referencia: Registre los sólidos y la humedad con un analizador calibrado (la humedad típica de la miel comercial suele rondar el 15%). Estos valores alimentan el diseño de la curva del programa —rampa de temperatura y objetivos de vacío— para garantizar la repetibilidad y la trazabilidad entre lotes.
Equipos recomendados: liofilizadores de vacío de laboratorio LFD para desarrollo de métodos/DoE, ensayos de manejo de viscosidad y registro completo de datos.
Etapa 2 — Programación y monitoreo en tiempo real (Experiencia)
Ejecutamos un programa de tres etapas con registro de datos: Congelación → Secado primario (sublimación) → Secado secundario (desorción).
Congelación: Hasta ≈ −35 a −40 °C para inmovilizar la matriz y estabilizar la estructura.
Secado primario: vacío de ~10⁻³ mbar con rampa de temperatura controlada en la bandeja para eliminar el agua libre/volátiles mientras se mantiene la temperatura del producto por debajo de la temperatura crítica (Tc) para evitar el colapso o la pegajosidad.
Secado secundario: Calentamiento gradual para eliminar el agua ligada, con el objetivo de alcanzar una humedad final de ≤ 2%–4% dependiendo del formato previsto (fragmentos crujientes, gránulos o polvo) y del envase.
Ampliación y producción:
• Secadores liofilizados piloto PFD — Ampliación de escala con matrices viscosas y optimización del portador
•Secadores liofilizados de producción BTFD/BSFD — CIP/SIP, automatización, alto rendimiento para formatos de alimentos y nutrición
• Liofilizadores de taponado aséptico BBFT: para entornos asépticos de tipo biofarmacéutico o SKU especiales
•RFD/HFD/SFD/DFD Liofilizadores domésticos: para educación, demostraciones y creación de contenido
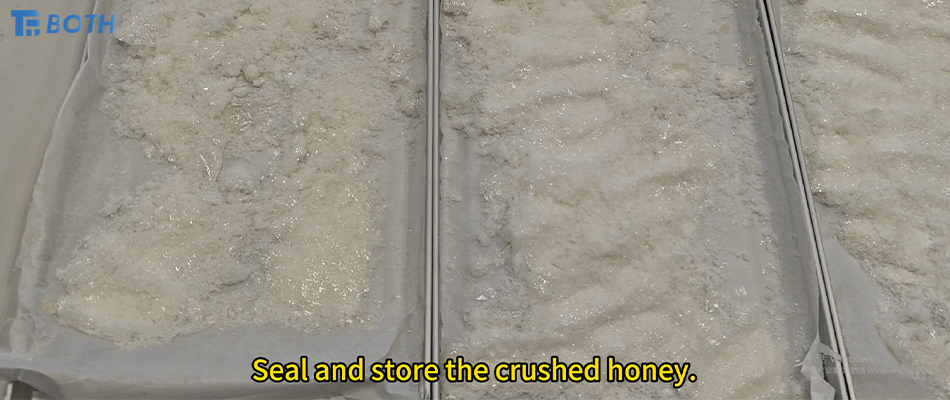
Etapa 3 — Descarga y verificación de calidad (Autoridad)
Calentamiento en cámara: Aumentar la temperatura gradualmente para evitar la condensación y la absorción de humedad.
Puntos finales de calidad:
Humedad final: normalmente entre el 2% y el 4% (dependiendo del formato).
Rehidratación: disolución rápida o rehidratación veloz con sensación de limpieza en la boca.
Sabor y aroma: notas características de miel, bajo impacto térmico
Opciones de textura: fragmentos crujientes, gránulos o polvos fluidos para mezclar/recubrir.
Límites micro: probados según estándares internos con registros de retención y estabilidad.
Envasado y almacenamiento: Envasado con nitrógeno y/o desecante con paquetes barrera; almacenar a temperatura ambiente en un lugar seco y protegido de la luz para mantener la textura crujiente y evitar que se apelmace.

Beneficios de la miel liofilizada (Confiabilidad)
Conservación a baja temperatura: La sublimación minimiza la degradación térmica y ayuda a preservar los compuestos aromáticos volátiles.
Formatos estables a temperatura ambiente: Su bajo contenido en humedad residual favorece la estabilidad a temperatura ambiente, una dosificación cómoda y formulaciones con etiquetas limpias.
Rehidratación/disolución: Su estructura porosa permite una rápida reconstitución en bebidas o una rápida dispersión en mezclas secas.
Manipulación y logística: Transformar la miel viscosa en un formato crujiente o en polvo mejora la manipulación, la precisión de la dosificación y el transporte.
Perspectivas del mercado: conjunto de equipos + resiliencia energética
Los ingredientes liofilizados se están extendiendo a las aplicaciones alimentarias, nutricionales y especializadas. BOTH se diferencia por su completo conjunto de equipos: LFD (laboratorio) → PFD (piloto) → BTFD/BSFD (producción) / BBFT (aséptico), además de RFD/HFD/SFD/DFD (doméstico), y una solución de resiliencia energética.
LiofilizadorSolución de almacenamiento de energíaAl integrar energía solar fotovoltaica, almacenamiento en baterías y un sistema de gestión de energía (EMS), BOTH permite una alimentación coordinada multienergética para un funcionamiento ininterrumpido ante la volatilidad de la red, al tiempo que optimiza la eliminación de kWh/kg de agua y el coste total de propiedad.
Gracias por leer nuestra última actualización. Si necesita más información o tiene alguna pregunta, no dude en contactarnos.ContáctanosNuestro equipo está aquí para brindarle apoyo y asistencia.
RFD/HFD/SFD/DFD:https://www.bothsh.com/both-sfd-series-1kg-100kg-lyophilizer-vacuum-automatic-fruitvegetablesliquidherbpet-food-freeze-dryer-machine-product/
Secadores liofilizados piloto PFD:https://www.bothsh.com/pilot-scale-vacuum-freeze-dryerproduct-description-product/
Secadores liofilizados de producción BTFD/BSFD:https://www.bothsh.com/in-situ-vacuum-freeze-dryer-product/
Contáctanos:https://www.bothsh.com/contact-us/
Solución de almacenamiento de energía:https://www.bothsh.com/freeze-dryer-energy-storage-solution-product/
Fecha de publicación: 18 de noviembre de 2025




